Business industrial
The Future of Manufacturing: Empowering Workers with Digital Tools and Real-Time Data

Manufacturing is a crucial sector in the global economy, and it continues to evolve with each passing day. The future of manufacturing is already here, and it involves empowering workers with digital tools and real-time data. Digital transformation has been gaining momentum in recent years, and its impact on the manufacturing industry cannot be overstated. In this blog post, we’ll explore how manufacturers can leverage digital tools and real-time data to solve some of their most pressing challenges while improving efficiency, productivity, and profitability. So buckle up as we take you on a journey into the exciting world of digital transformation in manufacturing!
The state of manufacturing today
Manufacturing is a critical sector that has seen significant growth in recent years. Today, the manufacturing industry contributes significantly to global GDP and provides employment opportunities for millions of people worldwide. However, despite its importance, the manufacturing industry faces numerous challenges that limit its potential.
One of the most pressing challenges facing manufacturers today is meeting customer demands while maintaining profitability. Consumers expect high-quality products delivered promptly at affordable prices, which can be challenging for manufacturers to achieve without compromising on quality or cutting corners.
Another challenge facing manufacturers is ensuring workplace safety and employee wellbeing. Manufacturing processes can be hazardous if proper safety protocols are not followed, putting workers’ lives at risk.
The increasing competition from emerging economies like China and India has also put pressure on traditional manufacturing hubs like Europe and North America to remain competitive by adopting new technologies and improving operational efficiency.

Despite these challenges, there’s no denying that the manufacturing industry has come a long way in recent years with advancements in technology transforming how products are designed, manufactured, distributed and serviced.
The challenges manufacturers face
Manufacturing is an industry that has seen tremendous growth and innovation over the years. However, it’s not without its challenges. One of the biggest obstacles manufacturers face is keeping up with changing customer demands and expectations.
As consumers become more tech-savvy, they expect products to be delivered faster, cheaper and with higher quality than ever before. Manufacturers must find ways to streamline their production processes while maintaining high levels of accuracy and efficiency.
Another challenge manufacturers face is staying competitive in a global marketplace. With so many companies vying for market share, businesses need to constantly innovate their operations by incorporating new technologies such as automation, robotics and artificial intelligence.
The cost of implementing these new technologies can also be a major hurdle for manufacturers. Many smaller companies may struggle to afford the latest equipment or software needed to stay ahead of the curve.
Furthermore, labour shortages are becoming increasingly prevalent in the manufacturing industry as baby boomers retire and younger generations opt for careers outside this sector. This scarcity of skilled workers means that businesses must find ways to attract talent while also investing in training programs for current employees.
There are numerous challenges facing manufacturers today – from adapting quickly enough to changing consumer demands, staying competitive on a global scale, affording new technology investments as well as finding ways around labor constraints – but those who rise above these hurdles will succeed in thriving into 21st-century manufacturing world we’re living in today!
How digital tools and real-time data can help
Digital tools and real-time data have the potential to revolutionize the manufacturing industry. With the help of advanced technologies such as IoT, AI, and machine learning, manufacturers can now monitor their production processes in real-time.
Real-time data allows for a more accurate understanding of what’s happening on the factory floor. This means that if something goes wrong or falls behind schedule, workers can quickly identify and address issues before they become bigger problems.
Digital tools like automation software also offer benefits such as increased efficiency and reduced downtime. These programs can take over repetitive tasks like quality control checks or inventory management so employees can focus on higher-level work.
Another key advantage of digital tools is that it helps with collaboration between different teams. By utilizing cloud-based platforms, workers from different departments can access important information at any time from anywhere in the world.
Integrating digital tools into manufacturing processes has proven to be beneficial in terms of improving productivity and reducing costs. As technology continues to advance at a rapid pace, manufacturers who embrace these changes will undoubtedly see an increase in competitiveness within their industry.
The benefits of empowering workers with digital tools and real-time data
Empowering workers with digital tools and real-time data can bring numerous benefits to manufacturing companies. Firstly, having access to real-time data allows for better decision-making on the factory floor. It enables workers to quickly identify issues and make adjustments before they become bigger problems that could potentially shut down production lines.
Moreover, digital tools like augmented reality (AR) devices or tablets can provide workers with visual instructions and guidance while performing complex tasks. This reduces errors and increases productivity as it speeds up training times for new hires.
Another significant benefit of empowering workers with digital tools is increased safety in the workplace. AR headsets, for instance, can alert employees when they enter hazardous areas or remind them to wear protective equipment based on sensors within the machinery.
Additionally, providing employees with access to digital tools demonstrates a company’s commitment towards investing in its workforce which improves morale and job satisfaction among staff members leading to higher retention rates.
By using advanced analytics from real-time data collected through sensors embedded in machines and equipment, manufacturers can optimize their operations by identifying bottlenecks or inefficiencies leading to reduced downtime and improved overall performance.
Empowering workers with digital tools has numerous benefits including improved decision making based on real-time data, increased productivity due to visual guidance during complex tasks, enhanced safety measures around hazardous areas of operation as well as showing an investment in employee development leading towards higher retention rates amongst other things.
How to get started with digital transformation
Digital transformation can seem like a daunting task, but it doesn’t have to be. The first step is to identify the areas where technology can make the biggest impact on your manufacturing processes. This could include automating repetitive tasks, implementing real-time monitoring systems or integrating data from different sources.
Once you have identified these areas, it’s important to get buy-in from all stakeholders, including management and front-line workers. A successful digital transformation requires a collaborative effort and everyone needs to understand how their role fits into the bigger picture.
Next, consider partnering with an experienced vendor who can provide guidance on selecting and implementing relevant technologies. They will also be able to help train employees and ensure that systems are integrated seamlessly into existing workflows.
Don’t forget about ongoing maintenance and support for new technologies. Regularly reviewing processes and making adjustments as needed will help ensure continued success in the long term.
Remember that digital transformation is not a one-time event – it’s an ongoing process of continuous improvement. Taking small steps towards digitization now can lead to significant improvements in efficiency, productivity and worker satisfaction over time.
Conclusion
The digital transformation of manufacturing is not a far-off future, it’s happening right now. By empowering workers with digital tools and real-time data, manufacturers can increase productivity, reduce costs, and improve product quality.
However, implementing these changes requires a significant investment of time and resources. Manufacturers need to carefully plan their digital strategies in order to maximize the benefits they will see from adopting new technologies.
The good news is that there are many resources available for those looking to get started on this journey. From consulting firms specializing in digital transformation to software vendors offering innovative solutions tailored specifically for manufacturers, there are plenty of options out there for companies looking to modernize their operations.
Ultimately, the future of manufacturing belongs to those who embrace change and adapt quickly to new technologies. Those who do so will reap the rewards in terms of increased efficiency, improved competitiveness, and ultimately greater success in the marketplace.
Author
Choosing the right roofing material is an important decision for homeowners. A roof protects the house from the weather, improves the appearance of the building, and adds long-term value to the property. Many people today compare modern metal roofing with traditional concrete tiles when planning a residential roof.
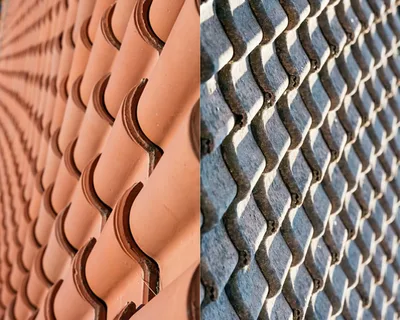
When discussing metal roofing options, stone coated roof tiles are often considered because they combine strength, durability, and modern design. Both metal roof tiles and concrete tiles offer protection for houses, but they differ in installation cost, maintenance needs, durability, and overall value.
Understanding these differences helps homeowners choose a roofing solution that balances performance and budget. This article explains how metal roof tiles and concrete tiles compare, and which option is more cost-effective for residential buildings.
Why Choosing the Right Roof Matters
A roof is one of the most important parts of a house. It protects the building from rain, heat, wind, and environmental damage. A weak roofing system may lead to problems such as water leakage, structural damage, or frequent repairs.
Homeowners often face several challenges when selecting roofing materials:
- High installation expenses
- Ongoing maintenance costs
- Damage caused by weather conditions
- Heavy roofing materials that stress building structures
- Short lifespan of low-quality roofing
Selecting the right material can solve many of these issues by offering durability, safety, and long-term cost savings.

Understanding Metal Roof Tiles
Metal roofing has become increasingly popular in modern residential construction. One widely used type is stone coated metal roof tiles, which combine steel strength with a protective stone layer.
The base structure is made from steel, which is then coated with protective layers and finished with natural stone granules. This design improves durability and provides an attractive roof appearance.
Many stone coated metal roofing manufacturers develop these roofing products to withstand harsh weather conditions while maintaining long service life.
Key Features of Metal Roof Tiles
- Steel core that provides structural strength
- Protective coatings that resist corrosion
- Natural stone surface for durability and appearance
- Lightweight construction suitable for residential structures
- Strong resistance to wind, rain, and heat
Because of these features, metal roof tiles have become a reliable option for modern housing projects.
Understanding Concrete Roof Tiles
Concrete tiles are widely used in traditional construction. These tiles are made from cement, sand, and water, which are moulded into specific shapes and hardened to create roofing units.
Concrete roofing materials are known for their solid structure and long history in building construction.
Key Features of Concrete Tiles
- Made from cement-based materials
- Heavy structure requiring strong roof framing
- Basic resistance to weather conditions
- Commonly used in traditional houses
Although concrete tiles provide reliable protection, their weight and maintenance needs may affect long-term cost efficiency.
Installation Cost Comparison
Initial installation cost is often the first factor homeowners consider when choosing roofing materials.
Concrete tiles are usually less expensive during the initial installation phase. The materials are widely available, and many builders are familiar with installing them.
However, the weight of concrete tiles may require additional structural reinforcement in the building. This can increase overall construction expenses.
Metal roofing systems, such as stone coated metal roof tiles, may have a slightly higher material cost initially. However, they are lightweight and easier to install, which can reduce labour and structural support costs.
When considering total project expenses, lightweight roofing systems may offer better value.
Structural Weight and Building Impact
The weight of roofing materials plays an important role in building safety and long-term structural stability.
Concrete tiles are significantly heavier than metal roof tiles. Because of this weight, buildings must have strong roof framing to support the load.
In older houses or lightweight construction designs, heavy roofing materials may place unnecessary pressure on the structure.
Metal roof tiles provide an advantage because they are lighter. This reduces stress on the building framework while still maintaining strong durability.
Lightweight roofing also improves installation efficiency and safety during construction.
Durability and Weather Resistance
Durability is essential for homeowners who want roofing materials that last for many years without frequent repairs.
Metal roofing systems are designed to handle various environmental conditions. The steel base layer provides strength, while protective coatings help prevent corrosion.
Many stone coated metal roofing suppliers provide products specifically designed to resist heavy rain, wind pressure, and extreme temperatures.
Concrete tiles are also durable, but they may develop cracks over time due to environmental stress or impact damage. In some cases, broken tiles may need replacement to maintain roof integrity.
Modern metal roofing technology offers strong durability with fewer risks of structural damage.
Maintenance Requirements
Maintenance costs can significantly affect the long-term value of a roofing system.
Concrete tiles may require periodic inspection and repairs. Cracks, moss growth, or shifting tiles can occur over time, especially in humid climates.
Repairing or replacing individual tiles can increase maintenance expenses.
Metal roofing systems usually require minimal maintenance. Protective coatings help prevent corrosion, and the stone surface reduces the risk of algae growth.
Because of these characteristics, metal roofing may reduce ongoing maintenance costs for homeowners.
Energy Efficiency Benefits
Energy efficiency is another important factor in modern residential construction.
Metal roof tiles can reflect heat from sunlight, helping maintain comfortable indoor temperatures. This may reduce cooling costs during hot weather.
Stone-coated roofing materials also help improve insulation performance by reducing heat absorption.
Concrete tiles provide moderate insulation but may absorb heat during prolonged exposure to sunlight.
Energy-efficient roofing materials can help homeowners reduce electricity usage over time.
Long-Term Cost Value
While installation cost is important, homeowners should also consider long-term value when choosing roofing materials.
Concrete tiles may appear affordable initially, but maintenance, repairs, and structural requirements may increase overall expenses.
Metal roofing systems provide durability, lightweight construction, and lower maintenance needs. These advantages can reduce long-term costs for homeowners.
Companies like Roofi India provide high-quality roofing materials at an affordable price while maintaining excellent product standards.
By maintaining direct contact with manufacturers, Roofi ensures reliable product supply and consistent quality for residential construction projects.
Why Many Homeowners Choose Metal Roofing
Modern homeowners increasingly prefer metal roofing systems because of several advantages.
These include:
- Lightweight design that reduces structural pressure
- Strong durability in different weather conditions
- Lower maintenance requirements
- Long lifespan compared with many traditional materials
- Attractive appearance that improves property value
These benefits make metal roofing a practical option for residential buildings.
How Roofi Supports Residential Roofing Solutions
Roofi is recognised as India’s leading trusted stone coated roofing tiles supplier, offering reliable roofing products designed specifically for residential buildings.
With over 10 years of experience in this industry, the company understands the roofing needs of modern homeowners. Their products are selected carefully to ensure durability, safety, and performance.
Roofi focuses on delivering quality products that meet construction standards while remaining accessible to customers. The company has successfully served 100+ happy customers, demonstrating strong trust and reliability.
By working closely with stone coated metal roofing manufacturers, Roofi ensures that homeowners receive dependable roofing materials designed for long-term performance.
The company specialises only in residential buildings, helping homeowners choose roofing solutions that protect their homes while providing long-term value.
Final Thoughts
Both metal roof tiles and concrete tiles protect residential buildings, but their cost-effectiveness depends on several factors.
Concrete tiles offer a traditional roofing option with moderate installation costs. However, their heavy structure and maintenance needs may increase long-term expenses.
Metal roofing systems, such as stone coated sheets, provide strong durability, lightweight construction, and lower maintenance requirements. These advantages make them a practical and cost-effective choice for modern homes.
For homeowners seeking long-lasting roofing solutions that balance performance and value, metal roof tiles offer a reliable option.
With experienced suppliers like Roofi supporting the process, homeowners can confidently invest in roofing materials that provide protection, durability, and long-term savings.
Author

In ultramodern machining and manufacturing, carbide drill bits play a pivotal part in achieving perfection, speed, and effectiveness. Whether you’re working in a large-scale product installation or a small factory, maintaining your slice tools is essential to ensure harmonious performance and reduce functional costs. High-quality tools are an investment, and with proper care, they can deliver long-term value.
This blog explores practical tips to extend the life of your drilling tools while maintaining delicacy and productivity. However, this perceptivity will help you maximize performance and reduce gratuitous charges if you calculate advanced CNC tools and drilling results.
Understanding Carbide-Drill Bits
Before diving into conservation tips, it’s important to understand what makes carbide drill bits unique. These tools are made from tungsten carbide, a material known for its hardness, wear resistance, and capability to repel high temperatures. Compared to traditional tools, they offer superior slice performance, especially in demanding operations like carbide drills for essence.
Still, despite their continuity, indecorous operation or lack of conservation can significantly reduce their lifetime.

1. Choose the Right Tool for the Job
opting the correct drill bit is the first step in icing life. Using the wrong tool for a specific material can lead to inordinate wear and tear and breakage.
For illustration
- Use solid carbide drill bits for high-speed and perfection drilling
- Select applicable coatings grounded on material type
- Match tool figure with your machining conditions
Choosing the right CNC tool not only improves effectiveness but also prevents gratuitous stress on the tool.
2. Optimize Cutting Parameters
Incorrect slice speed and feed rate are among the most common reasons for tool failure. Running tools too presto can induce inordinate heat, while slow pets may beget disunion and wear.
Stylish practices include
- Follow manufacturer-recommended speed and feed rates
- Acclimate parameters grounded on material hardness
- Examiner machine stability during operations
Optimized slice conditions significantly ameliorate the life of your carbide drill while maintaining harmonious results.
3. Use Proper Cooling and Lubrication
Heat is the biggest adversary of cutting tools. Without proper cooling, indeed the toughest tools can degrade snappily.
- To help overheating
- Use high-quality slice fluids
- insure proper coolant inflow during drilling
- Consider through-coolant drills for deep-hole operations
Effective cooling not only extends tool life but also improves face finish and chip evacuation.
4. insure Proper Tool Handling and Storage
Numerous tools get damaged indeed before they’re used. Indecorous running and storehouse can lead to dicing or micro-cracks.
Follow these tips
- Store tools in defensive cases
- Avoid dropping or mishandling
- Keep tools clean and dry
Taking care of your carbide drill-bits outside the machine is just as important as using them correctly during operations.
5. Regular examination and conservation
Routine examination helps identify wear and tear before it leads to failure. Look for signs like
- Edge wear and tear
- Dicing
- erected-up edge conformation
Timely regrinding or relief ensures that your CNC tools continue to perform efficiently without compromising quality.
6. Avoid Tool Overloading
Applying inordinate pressure during drilling can beget tool breakage. Always allow the tool to cut at its designed capacity.
- To avoid overfilling
- Maintain steady feed rates
- Avoid unforeseen force or vibration
- Use rigid setups for stability
Proper machine setup and controlled operation play a crucial part in extending the life of your tools.
7. Invest in Quality Tools
While cost is always a factor, choosing low-quality tools can lead to frequent reserves and advanced long-term charges. Understanding the carbide-drill bits’ price in relation to quality helps in making better purchasing decisions.
- High-quality tools
- Last longer
- give harmonious performance
- Reduce time-out
Reliable suppliers offering CNC tools online shop India options make it easier to pierce decoration products.
8. Use the Right Machine Setup
Machine alignment and severity directly affect tool life. Poor setup can beget vibration, leading to unseasonable wear and tear.
ensure:
- Proper setting of workpieces
- Accurate spindle alignment
- minimum runout
A stable machining terrain enhances the performance of carbide-drill bits and reduces the chances of breakage.
9. Train Drivers Effectively
Indeed the stylish tools can fail if not used rightly. Professed drivers understand machining dynamics and tool gestures.
- Training should include
- Correct tool operation
- Parameter optimization
- relating early signs of wear and tear
An educated driver can significantly extend the life of your tools while perfecting productivity.
10. Examiner Performance and Make adaptations
Nonstop monitoring helps in perfecting effectiveness over time. dissect tool performance and make necessary adaptations to machining parameters.
Using ultramodern CNC tools with monitoring capabilities can help track
- Tool wear
- Cutting effectiveness
- Machine performance
This visionary approach ensures long-term trustability and cost savings.
Reliable Machining results from Jaibros Tools Pvt. Ltd.
When it comes to high-quality cutting tools, Jaibros Tools Pvt. Ltd. is a trusted name in India, offering a wide range of industrial solutions, including drilling tools, milling cutters, and precision measuring instruments. As a leading CNC tools online shop in India, the company delivers premium-quality drilling and cutting tools, reliable and durable machining solutions, and competitive pricing across a variety of product categories, ensuring consistent performance and value when selecting advanced drilling tools or comparing carbide-drill bits prices.
Conclusion
Extending the life of your tools isn’t just about saving plutocrats—it’s about perfecting effectiveness, maintaining perfection, and ensuring harmonious product quality. By following the right practices, from tool selection to conservation, you can maximize the performance of your carbide-drill bits and reduce time-out.
Investing in proper running, optimized machining conditions, and high- quality tools will always deliver long-term benefits in any machining operation.
FAQs
- How can I increase the lifetime of carbide drill bits?
You can extend tool life by using proper slice pets, applying coolant, and regularly examining for wear and tear.
- Are solid carbide drill bits better than other types?
Yes, solid carbide drill bits offer advanced continuity, better perfection, and are ideal for high-speed operations.
- What accoutrements can carbide drill bits be used for?
They’re generally used for essence, including sword, pristine sword, and other hard accoutrements.
- Why is coolant important in drilling?
Coolant reduces heat, improves chip junking, and prevents unseasonable wear and tear of the tool.
- Where can I buy quality CNC tools in India?
You can buy dependable tools from trusted suppliers, a leading online CNC tool shop in India offering a wide range of machining results.
Author

In the current environment of manufacturing, it is a well-known fact that efficiency and reliability are the two primary factors that contribute to the overall productivity and profitability of a company. Tool breakage and downtime are two common problems faced by most manufacturing companies, especially in threading operations. It is a common phenomenon in conventional processes like tapping, where tool breakage is a common problem, leading to downtime and increased costs. It is in these situations that the importance of the thread mill is felt in enhancing the overall performance of the machining process.
Thread milling has proved to be a reliable solution in addressing the problems of tool breakage and downtime, especially in CNC machining processes.
Understanding the Problem of Tool Breakage
Tool breakage is a big problem in machining processes. In the event that a tool breaks during a machining process, not only is the workpiece damaged, but the machine is also brought to a halt. Removing a broken tool, especially a tap, is a tedious process.
In conventional threading processes, heavy cutting forces are involved, which put a lot of stress on the tool. However, in the thread milling process, the cutting is done gradually, and the chances of tool breakage are reduced.

How Thread-Milling Works
Thread milling is a method by which a cutting tool moves in a helical path. The main difference between milling and tapping is that tapping cuts a thread at once, but milling cuts a thread in small increments. This ensures a high degree of accuracy and reduces wear on the tool.
A thread mill is a cutting tool used for both internal and external threading. The tool is useful for different sizes of threads since it can cut various sizes with a single tool.
Key Ways Thread-Milling Reduces Tool Breakage
1. Lower Cutting Forces
Excessive cutting forces are one of the primary contributors to tool failure. The milling operation ensures uniform cutting forces. The uniform cutting forces ensure a strong and efficient tool.
2. Gradual Material Removal
While cutting threads with a tap, a single cut is made. This can sometimes cause damage to the tool. The milling operation removes material gradually.
3. Better Chip Evacuation
Chip accumulation is a common problem with cutting tools. The thread-milling operation ensures efficient chip evacuation.
4. Reduced Risk of Tool Jamming
Tool jamming is a common problem in tapping operations. It often results in breakage of the tool. However, in milling, the risk of jamming is minimized because of the path of the cut. This makes the thread mill a safer option.
5. Enhanced Tool Life
As a result of the reduced stress and better cutting conditions in thread-milling, the tools used have a longer life. This helps in minimizing the costs of replacing the tools.
Minimizing Downtime with Thread-Milling
Downtime in manufacturing can cause substantial losses. Machine failures, tool changes, and rework are factors that contribute to lower productivity. However, the thread mill can resolve these issues successfully.
Faster Recovery from Errors
In case of an error in the thread-milling process, the workpiece can often be salvaged. This is a big advantage.
Easy Tool Replacement
Replacing a broken tap is a tedious process. However, the tools used in the thread-milling process are easier to manage, thus saving time.
Compatibility with CNC Systems
Computer numerical control is a common feature in machining processes. Using a tool system is a must in machining operations. In this case, the milling tool is compatible with a CNC tool system.
Advantages Over Conventional Methods
When thread-milling is compared with conventional tapping, the advantages include the following:
- Risk of breakage is less in thread-milling.
- Better quality is obtained in the threaded product.
- More flexibility is provided in the size of the threads.
- Downtime is reduced in the machines.
- Better performance is obtained even in hard materials.
Applications in Modern Manufacturing
Thread milling is used in various industries where precision and reliability are of utmost importance. The following are some of the most important milling applications:
- Aerospace parts
- Automotive parts
- Medical devices
- Heavy machinery parts
- Manufacturing of tools and dies
With the help of sophisticated tools, manufacturers are able to achieve uniform outcomes in various intricate production processes.
Factors That Improve Thread-Milling Performance
In order to get the maximum benefit from thread-milling, one should:
- Choose the right thread mill tool
- Optimize the cutting parameters
- Ensure the stability of the machine
- Use appropriate cooling techniques
- Choose good quality tools from a reliable online shop for cnc tools India
All of the above factors are of critical importance to avoid tool wear.
Thread-Milling Machine Price and ROI
The investment in thread-milling technology varies depending on the capabilities of the machines used and the tools required. Although the price of a milling machine varies, its benefits, including downtime reduction, lower maintenance costs, and increased productivity, make the investment worthwhile.
Manufacturers who adopt milling technology benefit from a higher return on investment, considering the efficiency of the process and the reduced operational risks.
Your Trusted CNC Tooling Partner
Jaibros Tools Pvt. Ltd. is a renowned company in the domain of industrial cutting tools and machining solutions. The company offers a variety of products, which include threading tools, milling cutters, and precise tools designed to meet the needs of modern-day industrial applications. Jaibros Tools is a trusted online shop for CNC tools in India, and the company promises to offer quality solutions to meet the needs of the market.
Conclusion
Tool breakage and downtime are two of the main problems in the manufacturing industry. However, these problems can be effectively minimized with the right approach. One such approach is the thread mill, which is a reliable and efficient solution in minimizing the above problems.
milling with the aid of advanced CNC tools is a better solution in terms of performance, cost savings, and productivity. With the evolution of the industry, it is essential to adopt innovative technologies such as milling in order to keep pace with the industry.
FAQs
- How does a thread-mill reduce tool breakage?
A thread-mill reduces tool breakage by decreasing cutting forces and gradually removing material, thereby minimizing tool stress.
- Is thread-milling better than tapping in terms of minimizing downtime?
Yes, thread-milling is better than tapping as it minimizes downtime by decreasing tool failure and making it easy to correct machining mistakes.
- Is thread-milling effective on hard materials?
Yes, thread-milling is extremely effective on hard materials since it involves a controlled cutting process with minimal heat generated.
- Which industries benefit most from thread-milling?
Aerospace, automotive, and medical industries benefit most from thread-milling since they require precision.
- Is thread-milling cost-effective?
Although thread-milling is quite expensive in terms of initial investment, it is cost-effective in the long term as it reduces tool breakage.
Author


Dermal Fillers in Dubai: Lift Cheeks & Define Your Jawline

Pool Pebble and Plaster: Which Is Best for Durability, Cost & Style

Robotic-Assisted Body Lift Post-Weight Loss Surgery

Call Center Companies: BPO Services & Customer Support

Curtain & Cushion Design Ideas for Modern House Design

Skin Whitening in Islamabad: Natural Tips, and Skincare Routine

Biological Seed Treatment Market: Trends, Growth, and Future

Essentials Hoodie Care Tips to Make It Last Longer

Joshua Jamal Camo Shorts & Streetwear Collection

Ear Reshaping Without Surgery: Cost, Benefits & Results

Cybersecurity Consulting Company SequelNet Provides Critical IT Support Services to Medical Billing Firm, Medical Optimum

Team Communication Software Transforms Operations at Finance Innovate

Project Management Tool Transforms Long Island Business

How Alleviate Poverty Utilized IPPBX’s All-in-One Solution to Transform Lives in New York City

Breast Cancer: The Imperative Role of Mammograms in Screening and Early Detection

Unstoppable Collaboration: D.C.’s Citi Open and Silicon Valley Classic Unite to Propel Women’s Tennis to New Heights

Embracing Renewal: Sizdabedar Celebrations Unite Iranians in New York’s Eisenhower Park

The Benefits of Starting a Side Hustle for Financial Freedom

New Blood Donation Screening Questions What You Need to Know

Stylishly Timeless: The 5 Types of Sandals You Need in Your Closet
-

 Business3 years ago
Business3 years agoCybersecurity Consulting Company SequelNet Provides Critical IT Support Services to Medical Billing Firm, Medical Optimum
-
Business3 years ago
Team Communication Software Transforms Operations at Finance Innovate
-
Business3 years ago
Project Management Tool Transforms Long Island Business
-
Business3 years ago
How Alleviate Poverty Utilized IPPBX’s All-in-One Solution to Transform Lives in New York City
-
health3 years ago
Breast Cancer: The Imperative Role of Mammograms in Screening and Early Detection
-
Sports3 years ago
Unstoppable Collaboration: D.C.’s Citi Open and Silicon Valley Classic Unite to Propel Women’s Tennis to New Heights
-
Art /Entertainment3 years ago
Embracing Renewal: Sizdabedar Celebrations Unite Iranians in New York’s Eisenhower Park
-
Finance3 years ago
The Benefits of Starting a Side Hustle for Financial Freedom