Business industrial
Why Ring Dryers Are Ideal for Heat-Sensitive Materials
Introduction
Drying is a critical process in many industries, from pharmaceuticals to food processing. However, not all materials tolerate high heat. Heat-sensitive materials, such as delicate powders, granules, and certain chemicals, can degrade, discolor, or lose their essential properties if exposed to conventional high-temperature drying methods.
This is wher ring dryers come in. Designed to handle materials gently, ring dryers offer a controlled and uniform drying environment that minimizes the risk of damage. By combining efficient heat transfer with precise temperature control, these dryers ensure that heat-sensitive materials are dried quickly without compromising quality.
In this article, we will explore why ring dryers are the ideal choice for industries dealing with delicate materials, their advantages, and their practical applications.
Understanding Heat-Sensitive Materials
Heat-sensitive materials are substances that can easily degrade, change color, or lose their chemical or physical properties when exposed to high temperatures. These materials are common in industries like pharmaceuticals, food processing, and chemicals, where maintaining quality and effectiveness is crucial.
Examples of heat-sensitive materials include:

- Pharmaceutical powders and granules
- Herbs, spices, and certain food powders
- Heat-sensitive chemicals and fine chemicals
Challenges in drying heat-sensitive materials:
- Degradation: High temperatures can break down active compounds, reducing effectiveness.
- Discoloration: Some materials may lose their natural color, affecting appearance and quality.
- Loss of properties: Physical properties like texture, solubility, or moisture content may be altered.
Because of these challenges, choosing the right drying method is essential. Traditional dryers that use high heat may not be suitable. Instead, technologies like ring dryers provide controlled, low-temperature drying that preserves the material’s integrity while ensuring efficiency.
What is a Ring Dryer?
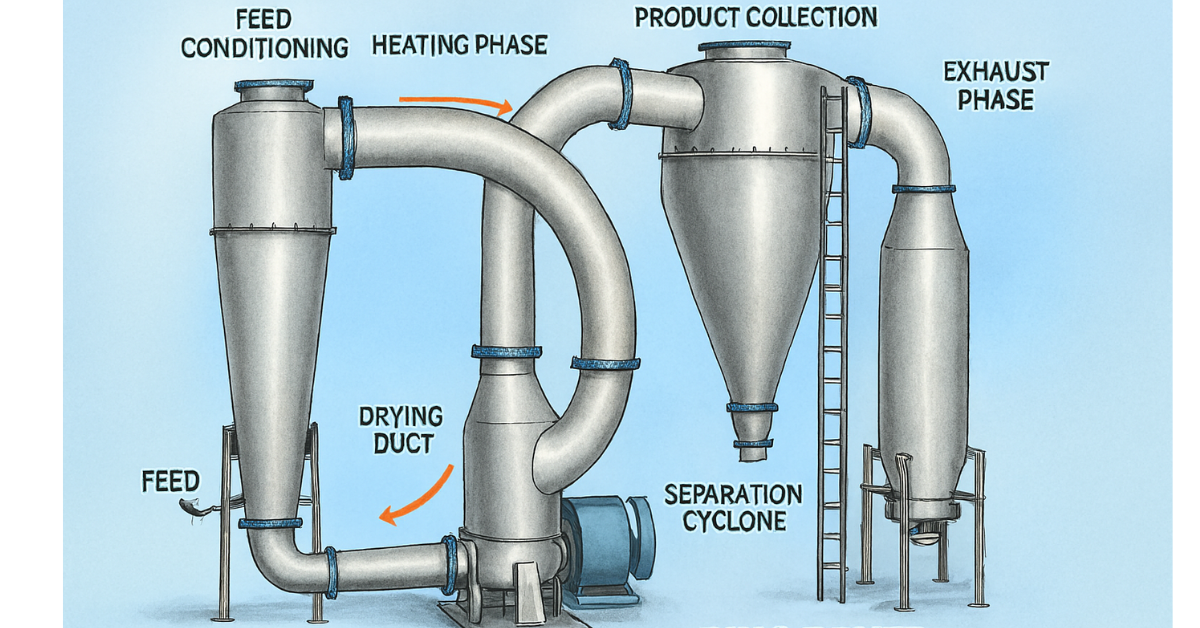
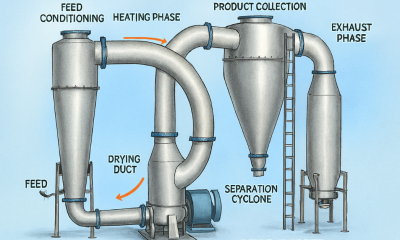
A ring dryer is an industrial drying machine specifically designed to handle materials that require gentle and controlled drying. Its unique design ensures uniform heat distribution and efficient moisture removal, making it ideal for heat-sensitive materials.
1. Design and Components
- Drying Chamber: The main cylindrical chamber where materials are dried.
- Heat Source: Provides the necessary thermal energy, often using low or moderate temperatures to protect delicate materials.
- Airflow System: Ensures even distribution of hot air around the material.
- Material Feed System: Feeds raw material into the dryer uniformly.
- Discharge System: Removes dried material efficiently without damage.
2. Working Principle
- Raw material enters the dryer through the feed system.
- Hot air circulates evenly inside the chamber, gently removing moisture.
- The design of the ring dryer allows for continuous or batch drying with minimal temperature fluctuations.
- Dried material exits through the discharge system, retaining its original properties, color, and texture.
3. Types of Ring Dryers
- Single-Ring Dryer: Suitable for small to medium-scale operations.
- Multi-Ring Dryer: Ideal for large-scale industrial drying with higher capacity.
Ring dryers stand out because they combine controlled heat, efficient airflow, and gentle handling, making them perfect for materials that cannot tolerate harsh drying conditions.
Advantages of Ring Dryers for Heat-Sensitive Materials
Ring dryers offer several benefits that make them the ideal choice for drying heat-sensitive materials. Their design and operation focus on efficiency while protecting the quality of the material.
1. Gentle Low-Temperature Drying
Ring dryers can operate at lower temperatures compared to traditional dryers, reducing the risk of degradation or discoloration in delicate materials.
2. Uniform and Controlled Drying
The airflow system ensures that hot air is evenly distributed throughout the drying chamber. This prevents hot spots and ensures consistent drying of the entire batch.
3. Reduced Risk of Material Damage
Because the drying process is controlled and gentle, the physical and chemical properties of heat-sensitive materials remain intact, preserving quality and functionality.
4. Faster Drying Without Compromising Quality
Ring dryers are efficient, allowing materials to dry quickly without the need for extremely high temperatures, which can harm sensitive products.
5. Energy Efficiency
Optimized heat and airflow management mean that ring dryers consume less energy than some other drying methods, reducing operating costs while maintaining high performance.
Applications in Industry
Ring dryers are widely used across industries where heat-sensitive materials need careful drying. Their ability to maintain product quality makes them highly versatile.
1. Pharmaceutical Industry
- Drying granules, powders, and chemical compounds without degrading active ingredients.
- Ensures uniform moisture content for consistent quality in tablets and capsules.
2. Food Industry
- Drying spices, herbs, and delicate food powders that can lose aroma, color, or nutrients at high temperatures.
- Ideal for products like tea leaves, cocoa powder, and dehydrated vegetables.
3. Chemical Industry
- Drying heat-sensitive chemicals and fine chemicals without triggering reactions or decomposition.
- Maintains purity and effectiveness of chemical compounds.
4. Other Niche Applications
- Cosmetic powders, detergents, and specialty materials that require gentle drying.
Ring dryers’ combination of efficiency and gentle handling makes them the preferred choice wherever material quality and heat sensitivity are critical.
Comparison with Other Drying Methods
When it comes to drying heat-sensitive materials, not all dryers are created equal. Ring dryers offer distinct advantages over conventional drying methods.
1. Ring Dryer vs. Rotary Dryer
- Temperature Control: Ring dryers provide precise low-temperature control, whereas rotary dryers often operate at higher temperatures, risking material degradation.
- Uniform Drying: Ring dryers ensure even airflow, avoiding hot spots; rotary dryers may cause uneven drying.
- Material Quality: Ring dryers preserve color, aroma, and chemical properties better than rotary dryers.
2. Ring Dryer vs. Fluidized Bed Dryer
- Gentleness: Ring dryers handle delicate materials more carefully, while fluidized bed dryers may subject materials to abrasive airflow.
- Energy Efficiency: Ring dryers are generally more energy-efficient for heat-sensitive products due to controlled heating and airflow.
- Application Range: Ring dryers are more versatile for powders, granules, and delicate chemicals.
Why Ring Dryers Are Ideal
For industries working with heat-sensitive materials, ring dryers provide the perfect balance of efficiency, quality preservation, and safety. They ensure materials are dried quickly without compromising their integrity—a challenge for many other drying methods.
Factors to Consider When Using Ring Dryers
To get the best results from a ring dryer, especially when drying heat-sensitive materials, certain factors must be carefully considered:
1. Material Properties
- Know the moisture content, particle size, and sensitivity of the material.
- Delicate powders or granules require lower temperatures and gentle handling.
2. Temperature and Airflow Control
- Precise temperature settings prevent degradation or discoloration.
- Proper airflow ensures even drying and prevents hot spots.
3. Capacity and Scalability
- Choose a ring dryer that matches your production scale.
- Multi-ring systems may be needed for large-scale operations, while single-ring dryers are suitable for smaller batches.
4. Maintenance and Operation
- Regular cleaning and inspection of the drying chamber and airflow system maintain efficiency.
- Proper operation ensures consistent product quality and prolongs equipment life.
By considering these factors, industries can maximize the efficiency of ring dryers while ensuring the integrity of heat-sensitive materials.
Conclusion
Ring dryers have proven to be an ideal solution for drying heat-sensitive materials across various industries. Their ability to provide gentle, low-temperature, and uniform drying ensures that delicate powders, granules, and chemicals maintain their quality, color, and properties.
Compared to traditional dryers, ring dryers offer energy efficiency, faster drying, and reduced risk of material damage, making them a preferred choice for pharmaceutical, food, and chemical industries.
For any industry dealing with delicate or heat-sensitive products, investing in a ring dryer not only improves efficiency but also ensures that the end product retains its intended quality and effectiveness.
FAQ: Ring Dryers for Heat-Sensitive Materials
Q1. What materials can be dried in a ring dryer?
Heat-sensitive powders, granules, and chemicals.
Q2. Can ring dryers prevent material degradation?
Yes, they use controlled low temperatures to protect delicate materials.
Q3. Is the drying temperature adjustable?
Yes, it can be set according to the sensitivity of the material.
Q4. How is a ring dryer different from a rotary dryer?
It provides gentler, more uniform drying for delicate products.
Q5. Which industries commonly use ring dryers?
Pharmaceuticals, food processing, and chemical industries.
Author


Clapham is one of London’s most dynamic and rapidly developing areas, attracting homeowners, investors, and businesses alike. With its mix of historic charm and modern living, the demand for professional construction services has grown significantly. Whether you are planning a small home renovation or a large-scale commercial project, choosing the right Construction solutions Clapham provider is essential for achieving high-quality results.
Why Clapham Is a Construction Hotspot
Clapham’s popularity comes from its excellent location, vibrant lifestyle, and strong property market. The area offers a combination of Victorian houses, modern apartments, and commercial spaces, making it ideal for various types of construction projects.
Many property owners in Clapham prefer upgrading their current homes instead of moving. This has led to a rise in renovation projects such as loft conversions, kitchen upgrades, and home extensions. Additionally, businesses are investing in office refurbishments and retail fit-outs to keep up with the growing demand.

Types of Construction Services Available in Clapham
Construction companies in Clapham provide a wide range of services to meet diverse needs. Understanding these services can help you choose the right solution for your project.
Residential Construction
Residential construction is one of the most common services in Clapham. It includes:
-
New home construction
-
Home extensions
-
Loft conversions
-
Basement developments
-
Kitchen and bathroom remodeling
These services are designed to improve living space, functionality, and property value.
Commercial Construction
With the growth of local businesses, commercial construction services are also in high demand. These include:
-
Office renovations
-
Retail shop fit-outs
-
Restaurant and café construction
-
Warehouse and industrial projects
Professional contractors ensure minimal disruption to daily operations while delivering quality results.
Renovation and Refurbishment
Many properties in Clapham have historical significance. Renovation services focus on preserving original features while upgrading interiors to modern standards. This balance between old and new is a key aspect of construction in the area.
Structural and Engineering Services
Structural work ensures the safety and durability of buildings. This includes:
-
Foundation work
-
Roofing and insulation
-
Load-bearing wall modifications
-
Drainage systems
These services are crucial for both new builds and renovations.
Benefits of Hiring Professional Construction Services
Hiring experienced construction professionals offers numerous advantages that can make a significant difference in your project’s success.
Expertise and Experience
Professional contractors bring years of experience and technical knowledge. They understand the complexities of construction and can handle challenges effectively.
Time Efficiency
Construction projects often have strict deadlines. Experienced teams ensure that work is completed on time without compromising quality.
Quality Workmanship
Skilled workers use the best techniques and materials to deliver long-lasting results. This reduces the need for future repairs.
Compliance with Regulations
Construction in Clapham requires adherence to local building regulations. Professional contractors ensure all work meets legal standards, avoiding potential issues.
Modern Construction Trends in Clapham
The construction industry in Clapham is constantly evolving. Keeping up with modern trends can enhance your project’s value and functionality.
Sustainable Construction
Eco-friendly building practices are becoming increasingly popular. This includes using sustainable materials, energy-efficient designs, and reducing waste. Green construction not only benefits the environment but also lowers long-term costs.
Smart Home Technology
Modern homes are now equipped with smart systems for lighting, security, and temperature control. These features improve convenience and energy efficiency.
Open-Plan Designs
Open-plan living spaces are highly desirable in Clapham. They create a sense of space and allow for better natural light.
High-Quality Finishes
Homeowners are focusing on premium finishes such as hardwood flooring, modern kitchens, and luxury bathrooms.
How to Choose the Right Construction Company
Experience and Portfolio
Review the company’s previous projects to assess their expertise and style. A strong portfolio indicates reliability.
Customer Reviews and Testimonials
Feedback from previous clients provides valuable insights into the company’s performance and professionalism.
Transparent Pricing
A trustworthy contractor provides clear and detailed quotes. Avoid companies that offer vague estimates.
Certifications and Insurance
Ensure the company is licensed and insured. This protects you from potential risks and liabilities.
Cost of Construction in Clapham
Construction costs can vary depending on several factors:
-
Size and complexity of the project
-
Type of materials used
-
Labor costs
-
Location and accessibility
While it may be tempting to choose the cheapest option, investing in quality construction ensures long-term value and durability.
Common Challenges in Construction Projects
Every construction project comes with its own set of challenges. Being aware of these can help you prepare better.
Budget Overruns
Unexpected expenses can arise due to changes in design or material costs. Having a contingency budget is essential.
Project Delays
Delays can occur بسبب weather conditions, supply chain issues, or unforeseen complications.
Communication Issues
Miscommunication between clients and contractors can lead to errors and dissatisfaction. Clear communication is key.
Quality Concerns
Choosing inexperienced contractors can result in poor workmanship. Always prioritize quality over cost.
Tips for a Successful Construction Project
To ensure a smooth construction process, follow these tips:
-
Plan thoroughly before starting
-
Set a realistic budget
-
Hire experienced professionals
-
Communicate clearly with your contractor
-
Monitor progress regularly
These steps can help you avoid common pitfalls and achieve your desired results.
Importance of Safety in Construction
Safety is a critical aspect of any construction project. Professional contractors follow strict safety guidelines to protect workers and property.
Key safety measures include:
-
Use of proper equipment
-
Regular site inspections
-
Compliance with safety regulations
-
Training for workers
Ensuring safety not only prevents accidents but also ensures smooth project execution.
Final Inspection and Project Completion
Before completing your project, a thorough inspection is necessary. This ensures that all work meets your expectations and quality standards.
Check for:
-
Structural integrity
-
Finishing details
-
Functionality of installations
-
Compliance with design plans
Address any issues before finalizing the project.
Conclusion
Clapham continues to grow as a prime location for residential and commercial development. Whether you are renovating your home or starting a new construction project, choosing the right professionals is crucial. With reliable Construction solutions Clapham, you can transform your ideas into reality while ensuring quality, efficiency, and long-term value.
Investing in professional construction services not only enhances your property but also provides peace of mind. By planning carefully, hiring the right team, and staying informed, you can achieve a successful construction project that meets your goals and exceeds your expectations.
Author

In the world of advanced manufacturing, precision and efficiency are the benchmarks of success. The thread mill has transformed how threads are created in CNC operations, offering a level of flexibility and tool longevity that traditional tapping cannot match. This guide provides a comprehensive, step-by-step process to help you master thread milling and achieve high-quality results in your machining projects.
What Is a Thread Mill?
A thread mill is a specialized cutting tool designed to produce internal or external threads using helical interpolation on a CNC machine. Unlike a tap, which cuts threads in a single stroke, a thread mill removes material gradually. This makes it the ideal choice for precision operations and working with hardened materials.
Industries such as aerospace, automotive, and general engineering rely on thread milling for its superior finish quality and its ability to handle complex geometries with ease.
Step 1: Understand the Mechanics of Thread Milling
Before you begin, it is important to understand how the tool functions. The process involves a rotating cutter moving along a spiral path to generate the thread. This method provides several advantages over traditional methods:
-
Greater Flexibility: One tool can often produce various thread sizes.
-
Versatility: It works effectively across a wide range of materials.
-
Reduced Stress: Lower cutting pressure minimizes the risk of tool breakage.

Step 2: Select the Correct Tooling
Choosing the right hardware is vital. When selecting your thread mill, you must consider:
-
Thread Size and Pitch: Ensure the tool matches your specific requirements.
-
Material Compatibility: Different coatings are used for steel, aluminum, or exotic alloys.
-
Machine Capability: Match the tool to your spindle’s performance.
For those looking to source high-quality hardware, a reliable CNC tools online shop in India can provide a diverse range of designs and coatings tailored for specific industrial applications.
Step 3: Configure the CNC Machine
Proper setup is the foundation of successful thread milling. Follow these essential steps:
-
Secure the Workpiece: Use a firm work-holding solution to prevent vibration.
-
Install the Tool: Ensure the thread mill is seated correctly in the spindle.
-
Calibrate Parameters: Set the appropriate spindle speed and feed rate for your material.
Step 4: Develop the CNC Program
Programming is the most critical phase of the process. Because the tool follows a helical path, your program must precisely define the movement. Key elements of the code include:
-
Circular Interpolation: Utilizing G02 or G03 commands.
-
Pitch Values: Entering the exact pitch to ensure thread accuracy.
-
Depth of Cut: Defining the gradual descent of the tool.
Many modern CNC systems offer software support that simplifies this programming, making it accessible even for those new to the process.
Step 5: Execute a Test Run
Never skip the trial run. Before starting a full production cycle, a test run allows you to:
-
Identify Programming Errors: Catch mistakes before they damage parts.
-
Verify Alignment: Ensure the tool is positioned correctly.
-
Confirm Dimensions: Check that the thread meets your exact specifications.
Step 6: Begin the Milling Process
Once you have verified your setup, initiate the factual threading process. The cutter will move in a circular motion while gradually descending into the material. During this stage, you should:
-
Monitor Performance: Watch for any unusual sounds or vibrations.
-
Ensure Coolant Flow: Proper lubrication is essential for heat dissipation.
-
Maintain Stability: The lower cutting forces of thread milling naturally help maintain precision.
Step 7: Inspect the Finished Product
After the machine finishes its cycle, you must inspect the threads carefully. Look for:
-
Pitch and Diameter Accuracy: Use precision measuring instruments.
-
Surface Finish: Ensure the threads are smooth and free of defects.
-
Burr Removal: Check for any remaining debris that could interfere with assembly.
Advantages of the Thread Mill System
Adopting this method provides clear benefits for any professional machine shop:
-
Efficiency: One tool can often handle multiple thread diameters.
-
Longevity: Reduced wear leads to a significantly longer tool life.
-
Safety: There is a much lower risk of a broken tool becoming stuck in an expensive workpiece.
Factors That Influence Performance
To maximize your results, keep these variables in mind:
-
Cutting Parameters: Always use the manufacturer-recommended speeds and feeds.
-
Tool Quality: Investing in high-quality tools leads to more consistent performance.
-
Budgeting: Consider the thread milling machine price to ensure your equipment matches your production volume and budget.
Expert Solutions: Jaibros Tools Pvt. Ltd.
Jaibros Tools Pvt. Ltd. is a trusted leader in providing industrial cutting tools and machining solutions in India. As a premier CNC tools online shop in India, they offer a wide range of precision instruments, including milling cutters and threading tools. Their focus remains on delivering high-quality solutions that enhance productivity and ensure consistent performance across various sectors.
Conclusion: Achieving Machining Excellence
Mastering the step-by-step process of thread milling can significantly elevate your manufacturing capabilities. From initial tool selection to final inspection, every stage is vital for achieving the efficiency and precision required in the modern market. With the right approach and top-tier CNC tools, thread milling becomes a cost-effective and highly reliable solution for your industrial needs. By prioritizing quality and proper technique, you ensure your production line stays ahead of the competition.
Author

The invention of Computer Numerical Control (CNC) technology has completely redefined the landscape of modern manufacturing. In an era where precision and speed are the benchmarks of success, CNC systems allow businesses to produce complex parts with a level of accuracy that manual processes simply cannot match. However, the true strength of any CNC machine does not lie solely in its software or its motors. Instead, the real work happens at the point of contact where the CNC cutting tools meet the raw material.
Understanding these tools is essential for anyone involved in production, from automotive engineering to aerospace fabrication. These precision instruments represent the literal “edge” of innovation. They enable manufacturers to turn blocks of metal, plastic, or wood into highly functional components. In this guide, we will explore the world of CNC tooling, examine the different types of tools available, and explain why the right hardware makes all the difference in your bottom line.
Defining the Modern CNC Tool
At its most basic level, a CNC tool is a precision instrument that removes material from a workpiece. Automated machines house these tools and operate them based on programmed digital commands. Because these tools function under immense pressure and heat, engineers design them for extreme durability. The performance of these tools directly dictates the quality of the surface finish and the overall speed of the production cycle.
Core Characteristics of Quality Tooling
To survive the rigors of high-speed machining, a tool must possess several key traits. First, it needs high wear resistance. Manufacturers craft many modern tools from tungsten carbide or high-speed steel (HSS) to ensure they stay sharp for thousands of cycles. Second, they must maintain tight tolerances. In industries like medical device manufacturing, even a microscopic deviation results in a failed part. Finally, compatibility is key. Every tool must work seamlessly with specific CNC machine tools and their respective spindles.
The Vital Connection: Why Tool Holders Matter
A cutting tool only performs as well as the grip that holds it. This is where the CNC tool holder comes into play. You can think of the holder as the bridge between the machine’s power and the tool’s precision. It acts as the mechanical interface that secures the tool within the machine spindle.
Engineers cannot overstate the importance of a high-quality holder. During high-speed operations, even the slightest vibration—known in the industry as “chatter”—can ruin a surface finish or cause the tool to snap. A robust holder dampens these vibrations and ensures the tool remains perfectly aligned throughout the cut.
The Dominance of the BT40 System
In the world of professional machining, the BT40 tool holder serves as a gold standard. Professionals widely use it because it offers a perfect balance between strength and precision. Its tapered design allows for quick tool changes in automated systems. Furthermore, it provides a rigid connection that handles heavy-duty cutting with ease. Whether you are performing high-speed drilling or deep milling, a BT40 system improves efficiency and extends the life of your cutting edges.
Exploring the Diverse Types of CNC Tools
Not all tools are equal. Depending on the geometry of the part you are making, you will need to choose from a variety of CNC tool types. Engineers design each one for a specific movement and a unique material removal strategy.
1. Milling and Cutting Tools
Milling tools act as the workhorses of the shop floor. They move across the surface of a material to carve out shapes, slots, and pockets. End mills are perhaps the most versatile in this category. They cut both vertically and horizontally with ease. For larger surfaces, machinists use face mills to create a perfectly flat and smooth finish across a broad area.
2. High-Performance Drilling
When a project requires precise holes, drilling tools provide the answer. In modern manufacturing environments, experts highly prefer Carbide drills. Carbide is a compound that is significantly harder than standard steel. This hardness allows the drill to operate at much higher speeds. It also helps the tool resist the intense heat that deep-hole drilling typically generates.
3. Specialized Boring and Threading
-
Boring Tools: Machinists use these to enlarge holes that someone has already drilled. They are essential when you need a hole to meet an exact diameter with a mirror-like internal finish.
-
Threading Tools: These specialized cutters create the internal or external threads required for screws, bolts, and mechanical fasteners.
Industrial Applications: Where Precision Meets Production
CNC tools serve nearly every major industry today. Their versatility allows manufacturers to meet the specific demands of different sectors with consistent results.
-
The Automotive Sector: In this industry, speed is everything. Manufacturers use Carbide drills and specialized milling cutters to produce engine components, transmission gears, and brake parts. The durability of these tools ensures that production lines stay moving without frequent pauses for tool replacement.
-
The Aerospace Industry: Safety and weight reduction are the top priorities here. Aerospace components often involve exotic, hard-to-machine metals like titanium. This requires advanced CNC tool types with specialized coatings that handle extreme heat and pressure.
-
The Medical Field: This industry demands absolute perfection. Tools used to create surgical instruments and orthopedic implants must produce incredibly smooth finishes. This ensures patient safety and increases the longevity of the medical device.
How to Choose the Right Tool for Your Project
Selecting the correct tool is a science, not a guess. If you choose a tool that is too soft for the material, it will dull instantly. If you choose the wrong geometry, you will end up with a rough surface. To make the right choice, you should evaluate three main factors.
First, consider the workpiece material. Soft aluminum requires a different cutting edge than hardened steel. Second, look at the machining operation. Are you removing large amounts of material quickly, or are you performing a delicate finishing pass? Third, check for compatibility. Ensure the tool fits perfectly into your CNC tool holder and that your machine has the necessary RPM to drive it effectively.
For most high-performance tasks, professionals stick with proven systems like BT40 and high-grade Carbide bits. This approach ensures success. Proper selection not only improves the quality of your output but also reduces your overall costs by extending the life of your equipment.
The Massive Benefits of Professional Tooling
Investing in high-quality CNC tools offers several transformative advantages for any business:
-
Unrivaled Precision: You achieve identical results every time, which reduces the need for manual inspection.
-
Boosted Productivity: Modern tools allow for faster feed rates. This means you finish more parts in less time.
-
Reduced Material Waste: High accuracy means fewer mistakes and less scrap metal heading to the bin.
-
Superior Surface Quality: The right tool leaves a finish that often requires no additional polishing or grinding.
Conclusion: Investing in the Future of Manufacturing
The world of CNC machining constantly advances, and the tools we use drive that progress. From basic cutting tasks to the most intricate aerospace designs, the success of a project relies on the quality of the tooling. By understanding the various CNC tool types, selecting the right CNC tool holder, and opting for high-end solutions like the BT40 system, manufacturers stay ahead of the competition.
Whether you run a small fabrication shop or a large-scale automotive plant, the tools you choose define your reputation. Organizations that prioritize quality tooling solutions deliver real results in today’s demanding market. Your tools are not just expenses; they represent the foundation of your production capability and the key to your industrial growth. Investing in high-quality options ensures that your machines perform at their peak for years to come.
Author


Standardized Reporting: Improve Workplace Safety & Compliance

Luxury Car Rental in Surat: Cars for Weddings, Events & Travel

Bariatric Surgery in Islamabad: Recovery & Long-Term Benefits

Application Modernization Services: For Legacy Systems

Chrome Hearts Hats: Iconic Trucker Caps & Luxury Streetwear

Application Modernization Services: Azure Solutions

Online Embroidery Designs: Tips & Modern Machine Techniques

Biopolymers Market: Trends, Growth & Sustainable Materials
Slice Master Game: Tips, Tricks & High-Score Strategies

Eyelid Surgery in Islamabad: Top Clinics for Blepharoplasty

Cybersecurity Consulting Company SequelNet Provides Critical IT Support Services to Medical Billing Firm, Medical Optimum

Team Communication Software Transforms Operations at Finance Innovate

Project Management Tool Transforms Long Island Business

How Alleviate Poverty Utilized IPPBX’s All-in-One Solution to Transform Lives in New York City

Breast Cancer: The Imperative Role of Mammograms in Screening and Early Detection

Unstoppable Collaboration: D.C.’s Citi Open and Silicon Valley Classic Unite to Propel Women’s Tennis to New Heights

Embracing Renewal: Sizdabedar Celebrations Unite Iranians in New York’s Eisenhower Park

The Benefits of Starting a Side Hustle for Financial Freedom

New Blood Donation Screening Questions What You Need to Know

Stylishly Timeless: The 5 Types of Sandals You Need in Your Closet
-

 Business3 years ago
Business3 years agoCybersecurity Consulting Company SequelNet Provides Critical IT Support Services to Medical Billing Firm, Medical Optimum
-
Business3 years ago
Team Communication Software Transforms Operations at Finance Innovate
-
Business3 years ago
Project Management Tool Transforms Long Island Business
-
Business3 years ago
How Alleviate Poverty Utilized IPPBX’s All-in-One Solution to Transform Lives in New York City
-
health3 years ago
Breast Cancer: The Imperative Role of Mammograms in Screening and Early Detection
-
Sports3 years ago
Unstoppable Collaboration: D.C.’s Citi Open and Silicon Valley Classic Unite to Propel Women’s Tennis to New Heights
-
Art /Entertainment3 years ago
Embracing Renewal: Sizdabedar Celebrations Unite Iranians in New York’s Eisenhower Park
-
Finance3 years ago
The Benefits of Starting a Side Hustle for Financial Freedom