
Business industrial
Importance of Property Insurance in industrial properties
By
Reviewed
By Dayana Paris
Introduction
Although in industrial real estate, it is all about buying property, the most crucial step that comes after buying is protecting it. This is particularly true whether you’re an industrial property owner in the process of selling these units, or whether you are in charge of managing a portfolio of such properties. Industrial properties, such as warehouses, manufacturing businesses, storage, and logistics centers. are at risk of sudden disruption or financial loss.
This is where the value of strong property insurance comes out. Over the years, insurance has been seen as a necessity in strategic industrial property management to offer protection, assurance, and a sustainable approach.
Understanding the Unique Risks of Industrial Properties
Industrial properties are considerably more vulnerable than residential or commercial properties, for instance. These include:
- Fires caused by either machinery or chemical storage
- Pipe bursts/and/or Water leakage or Flood
- Fraud in procurement: This can be in the form of theft of high-value equipment or material.
- Infringement of load-bearing structures due to serious usage
- Workers or third party injuries:
Thus, protecting every industrial property owner from such unpredictable risks is a challenge that requires an evaluation of the extent of exposure and an insurance regime that is sensitive to the individual facility. When looking at industrial market in order to sell your property, you will be in a better position to sell your property with a well-established insurance company that already has insurance in place.
Why Insurance is Important in Industrial Property Management
1. Protects Against Unexpected Losses
As one of the most effective forms of liability, property insurance can still provide total coverage in case of various emergencies. Fires, earthquakes, floods, and other acts of vandalism are a few of the many possibilities that can lead to a facility being closed. By insuring, companies ensure that their repairing costs and loss in income are regulated and cannot drive them to financial ruin.
Insurance guarantees operational continuity and is most valuable to industries that depend on constant production to fulfil their production timetables and customers’ expectations.

2. Increases Value on the Property and Confidence to the Buyers
To property investors or brokers who own or are marketing an industrial property, insurance is not just an added protection, but a marketing tool. Purchasers are more interested in the risk analysis of a property than in the past. Frequently shown insurance is especially important in facilities of industrial production: when the object is well insured, it implies that the current owner is committed to protection for the long term.
Also, Multiple insurance policies and a good record of claims can also be friendly when selling the property to a wise buyer.
3. Aids in Securing Financing
In industrial and commercial real estate transactions, the credit providers usually demands evidence that shows that the property will be insured. If you are buying or taking a mortgage on an industrial property for sale then you are going to need insurance. Without it, you can find yourself being locked out of the next crucial source of finance.
The habit of incorporating property insurance in the industrial property management enhances the flow of transactions and easy access to credit or investment facilities.
Relevant Types of Insurance of Industrial Properties
To be adequately covered industrial real estate needs specific insurance types to be used in its provision. Here are the most critical:
- Property Insurance: These include the cost of repairing any damages on the building structure and on items found inside the building including machinery and equipment.
- General Liability Insurance: It shields the business against legal actions regarding one’s own bodily harm or injury to property of third parties.
- Business Interruption Insurance: Pays out income for losses that occur during the time that business activities are stopped due to insured events.
- Equipment Breakdown Insurance: Include the repair or replacement of mechanical and electrical equipment.
- Environmental Liability Insurance: Especially if it is necessary to store or process potentially dangerous materials on the territory of an organization.
Different industries have broad requirements and therefore, insurance policies also have to be unique to the circles of industry each facility falls in.
Insurance as anElement of Risk Management
Insurance should not be viewed as a product which is bought and used once; rather insurance has to be an essential cog of a firm’s risk management wheel. Providing property managers bespoken recommendations for industrial risks include reconsidering policies, increasing coverage, and contributing to knowledge of new threats like those from automated systems.
If risk avoidance was just about saving money, preparing for nasty events isn’t protecting the lives of our employees, clients, and members of the public, or the reputations of our organizations. It towards the client thus empowers them to quickly contain or mitigate on any occurrences which otherwise would have effected their business continuity.
Insurance Factors to Consider before Listing Industrial Properties for Sale
If you’re planning to list your industrial properties for sale, it is highly advisable to have a full insurance review prior to listing them in the market. This includes:
- To ensure the property is insured at the right value of today’s market.
- Records of the previous claims or incident cases
- Correcting conditions that could compromise the insuring mission
- Equipping potential consumers with the list of the current working insurance policy.
If you provide more relevant information about your insurance history, your listing will be more reliable for the buyers and there will less chance of having disputes in the conversation.
The place of insurance in long-term property management
In the larger picture of industrial property management, insurance is a critical element of long term management of properties. These properties have lower depreciation costs as they are more often than not insured and therefore have little to spend on replacing property or paying for accident litigation.
However, it is pleasing to know that these premiums are always negotiable especially when the property comes with some risk reducing attributes like fire protection system, perimeter fence and monitoring system – a factor that encourages industrial property owners to embrace smart safety installations.
Conclusion: Insurance Is a Non-Negotiable Asset
Thus, industrial real estate as a segment is high investment, high reward business. In keeping with your industrial properties on the market or if you are managing various property, insurance must not be an option. It protects your investment, provides business continuity, and makes the buyer feel assured of the product.
Including annual insurance policies into the overall industrial property plan as a part of facility management is not only a sound decision but also a competitive edge. In a market of unknown everything’s, it helps to be able to protect your future as much as possible.
Author










Industrial operations across the GCC depend on high-performance equipment designed to handle extreme pressure, temperature variations, and complex chemical processes. From oil refineries and petrochemical plants to manufacturing facilities and energy production units, pressure-based systems are central to modern industry.
In this ecosystem, a Pressure Vessel Manufacturer plays a critical role in designing and producing specialized containers that safely store gases, liquids, and chemical substances under controlled pressure conditions. These engineered systems are essential for ensuring operational safety, efficiency, and regulatory compliance across multiple industries.
Pressure vessels are not simple storage units. They are highly engineered structures built to withstand internal forces that would otherwise damage conventional containers. Their reliability directly impacts industrial performance and workplace safety.
Importance of Pressure Systems in Industrial Operations
Many industrial processes rely on controlled pressure environments to function efficiently. These include chemical reactions, fuel storage, gas processing, and energy generation systems.
Without properly designed pressure vessels, industries would face serious risks such as leaks, explosions, or process failures.
Safe pressure containment ensures smooth and continuous industrial operations.
Supporting Critical Industrial Functions
Pressure systems are used in nearly every major industrial sector.
They help store compressed gases, support chemical processing, and enable energy transfer systems.
This makes them indispensable for modern industrial infrastructure.
Engineering Standards and Safety Requirements
Pressure vessels must be designed according to strict engineering codes and international safety standards.
Materials used in construction must withstand high stress, corrosion, and temperature fluctuations.
Quality assurance is a key part of manufacturing to ensure long-term reliability.
Ensuring Structural Integrity
Structural integrity is the foundation of pressure vessel safety.
Even minor design flaws can lead to catastrophic failure.
Advanced engineering techniques ensure that vessels perform reliably under extreme conditions.
Role in Oil, Gas, and Energy Sectors
The oil and gas industry is one of the largest users of pressure vessels.
These systems are used for gas separation, storage, refining, and transportation processes.
They ensure that energy production remains efficient and safe.
Supporting High-Risk Operations
Energy production involves handling highly flammable and pressurized materials.
Pressure vessels help control and contain these substances safely.
This reduces operational risks and improves system reliability.

Integration with Fuel and Storage Systems
Pressure systems often work alongside fuel storage and distribution infrastructure.
A Fuel Bowser Trailer UAE supports mobile fuel delivery operations, ensuring continuous supply to industrial and remote sites.
When combined with pressure systems, they create a complete energy handling ecosystem.
Enhancing Industrial Logistics Coordination
Fuel storage, transport, and pressure systems must work in sync for efficient operations.
Proper coordination reduces downtime and improves resource availability.
This strengthens overall industrial logistics efficiency.
Applications in Manufacturing and Processing Industries
Manufacturing industries use pressure vessels for heating, mixing, and chemical processing.
These systems ensure controlled environments for producing high-quality goods.
They also help maintain consistency in industrial output.
Improving Production Efficiency
Controlled pressure environments allow faster and more precise chemical reactions.
This improves productivity and reduces production errors.
Efficient systems help manufacturers maintain competitive performance.
Safety Systems and Risk Prevention
Safety is the most important aspect of pressure vessel design.
Systems include pressure relief valves, monitoring sensors, and emergency shutdown mechanisms.
These features help prevent accidents and ensure operational safety.
Preventing Industrial Accidents
Overpressure situations can lead to dangerous failures.
Safety mechanisms automatically regulate pressure levels to avoid risk.
This ensures safer industrial environments.
Contribution to Infrastructure Development
Pressure vessels are also used in infrastructure-related applications such as water treatment, energy distribution, and industrial utilities.
A Storage Tanks Manufacturer often complements pressure vessel systems by providing large-scale storage infrastructure for liquids and bulk materials.
Together, these systems support major infrastructure projects.
Strengthening Utility Systems
Utilities such as water supply and energy distribution rely on pressure-controlled systems.
Reliable equipment ensures uninterrupted service delivery.
This supports urban development and public infrastructure stability.
Technological Advancements in Pressure Vessel Design
Modern pressure vessels incorporate advanced materials and digital monitoring systems.
Improved alloys, welding techniques, and automation have significantly enhanced performance.
These innovations increase safety and operational efficiency.
Enhancing Monitoring Capabilities
Smart sensors provide real-time data on pressure, temperature, and structural health.
This allows operators to detect issues before they become critical.
Predictive maintenance improves system reliability.
Supporting Sustainable Industrial Growth
Sustainability is becoming a key focus in industrial development.
Efficient pressure systems reduce energy consumption and material waste.
They also help industries comply with environmental regulations.
Reducing Environmental Impact
Optimized systems minimize leaks and emissions.
This contributes to cleaner and safer industrial operations.
Sustainable engineering supports long-term growth goals.
Conclusion
Modern industrial systems depend on advanced engineering solutions that ensure safety, efficiency, and reliability. Pressure systems play a central role in maintaining controlled environments for critical industrial processes.
A Pressure Vessel Manufacturer provides essential infrastructure that supports energy production, manufacturing, and chemical processing industries across the GCC. Their products ensure safe containment of high-pressure substances while improving operational performance.
Alongside systems such as a Fuel Bowser Trailer UAE and a Storage Tanks Manufacturer, pressure vessel technology forms an integrated industrial framework that strengthens safety standards, enhances productivity, and supports long-term regional development.
Author

People love shopping at places they know very well. When shoppers see familiar logos on street corners they feel safe buying items. Walking outside means noticing what friends carry home after visiting local shops. Small stores grow fast when regular buyers carry printed packages around town. Good marketing helps businesses gain loyal customers without spending lots of cash. Simple daily viewing makes human brains remember favorite shops easily.
Frequent Visual Cues Help Shoppers Remember Names?
Human eyes look at colorful packages moving past busy sidewalks every afternoon. Shoppers easily spot bright artwork printed outside sturdy shopping carriers. Many growing stores buy wholesale retail bags with logos to show off neat company contact details. Passersby see such fun designs and decide to visit nearby retail shops soon. Constant visual exposure works hard all day as happy buyers stroll past parks and neighborhood cafes. Familiar artwork helps buyers recall shop names easily.
What Makes Seeing Logos Daily Build Strong Buyer Trust?
First impressions happen instantly when someone looks at delivered cardboard parcels resting on residential front porches. Clean packaging shows that store founders care deeply about high quality presentation standards. Skilled makers like Packlim craft secure paperboard boxes for active commercial retail brands today. When purchased items arrive undamaged buyers feel respected and truly valued by local merchants. Trust grows rapidly whenever consumers spot reliable packaging arriving at family homes. Loyal shoppers return for authentic goods.
Can Simple Printed Designs Win Customer Attention?
Shoppers often feel restless while standing in slow checkout lines and start inspecting nearby counter items. Colorful packaging grabs instant human focus before walking buyers leave local grocery markets. Many clothing boutiques order durable custom paper bags to make customer purchases look extremely neat. Eye catching patterns trigger happy emotional feelings and encourage fast bonus shopping decisions. Clever graphic styling turns ordinary carrying sacks into powerful promotional signs that attract curious new visitors. Neat packaging earns extra revenue.

Which Smart Packaging Tactics Boost Local Store Sales Fast?
Placing store logos on mobile packaging encourages existing customers to promote favorite shops across town automatically. Thousands of retail shop owners across the USA rely on attractive printed packaging to increase daily foot traffic. When consumers see neighbors carrying nice branded carriers they feel confident visiting those exact stores. Visible social proof removes buying fear and convinces hesitant strangers to purchase retail goods. Smart mobile displays turn everyday community members into active brand promoters during routine weekend trips outside.
Where Should Companies Display Artwork For Maximum Public Views?
Consumers carry purchased retail goods into busy downtown restaurants and office buildings after finishing afternoon shopping trips. Many workers reuse durable shopping bags to carry personal gym clothes or healthy lunches during weekdays. This traveling routine exposes store artwork to hundreds of curious pedestrians in distant residential neighborhoods. Coworkers notice packages on office desks. Every outdoor trip expands local brand visibility far beyond original store walls and neighborhood market boundaries.
When Will Constant Visibility Generate Steady Monthly Business Profits?
Busy holiday shopping weekends create massive walking crowds carrying printed retail packages throughout large regional shopping centers. High foot traffic multiplies mobile advertising views and drives immediate bonus income for participating local shopkeepers. Seasonal promotional events also encourage loyal buyers to carry bright discount bags down busy community avenues. Increased visual exposure during peak retail hours helps store owners sell extra inventory without lowering product prices. Constant daily marketing builds permanent financial stability for hardworking store founders year after year.
Who Creates Lovely Outer Cartons That Families Truly Love?
Skilled packaging engineers design lightweight paperboard boxes that support heavy retail items without bending or breaking. Custom printing teams add colorful company logos onto box side walls to attract fast walking traffic. Local shop owners buy these sturdy cartons because flat shipping packages assemble quickly inside warehouse rooms. Recyclable kraft materials appeal to nature loving buyers who want retail stores to eliminate plastic trash. Reliable packaging gives managers complete peace of mind.
Are Bright Colors Important On Supermarket Retail Shelf Rows?
Human brains naturally react toward neon yellow and deep red shades sitting on crowded supermarket shelves. Bold packaging colors make small items stand out against dull backgrounds during quick visual store scans. Shiny metallic finishes reflect overhead ceiling lights and draw curious shopper eyes toward promotional bonus tables. Using contrasting shades helps retail brands highlight important discount messages or special bargain savings deals. Smart visual styling turns simple cardboard cartons into fantastic silent salesmen inside busy neighborhood shopping markets.
Why Did Good Product Protection Earn Positive Online User Reviews?
Online shoppers trust public internet reviews more than television commercials when buying unfamiliar items from retail websites. Frequent delivery damage leads directly to angry one star ratings on popular digital shopping platforms. Unhappy buyer comments about broken packaging hurt store reputations for a very long time. Rival competitors easily steal frustrated consumers who experience repeated broken parcel delivery problems. Strong protective packaging keeps customer feedback glowing and satisfaction scores reaching maximum heights every busy month.
Would Custom Bags Keep Client Satisfaction Scores Extremely High?
Unboxing is a wonderful part of modern online shopping fun for eager buyers receiving home postal deliveries. Opening an attractive customized bag creates instant feelings of joy and deep satisfation among regular paying shoppers. Excited consumers love filming positive unboxing videos and posting short clips across global social review networks. Positive user videos act as fantastic free publicity that brings many brand new shoppers into retail stores. Great packaging presentation turns first time shoppers into dedicated long term brand advocates.
Is Mobile Marketing Strategy Driving Lasting Commercial Enterprise Success?
Smart product presentation is a practical tool that helps local retail stores grow rapidly without huge costs. Clean shelf arrangements and bright printed carrying sacks guide walking consumer eyes toward amazing new merchandise. When shoppers easily find desired items they enjoy every store visit and spend extra cash money. Delivering undamaged shipments protects corporate profit margins and earns glowing five star public internet ratings. Focusing on creative visual presentation ensures permanent commercial prosperity and loyal happy buyers for hardworking merchants
Author
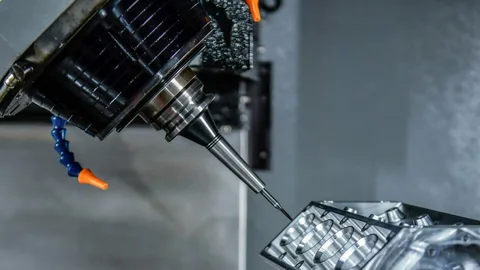
Precision dictates the success of modern CNC manufacturing. Industries like aerospace and automotive engineering require absolute accuracy for every customized component. A single alignment mistake during the initial setup can ruin an entire production run. It can cause dimensional errors, snap expensive cutting tools, and waste raw materials. This operational downtime costs machine shops massive amounts of money.
To prevent these errors, machinists use a specialized tool called an edge finder. This precision instrument establishes the exact physical boundary of a workpiece before cutting begins. By finding these precise edges, operators can program the correct starting coordinates into the machine.
In contemporary manufacturing facilities, edge finding serves as a foundational step. It directly dictates the performance, speed, and accuracy of the subsequent milling operations. This article explores why edge finding matters and how it protects your manufacturing efficiency.
Defining the Edge Finder and Its Function
An edge finder is a precision-engineered measuring tool. Machinists use it on vertical mills and CNC machining centers to pinpoint the exact location of a workpiece edge. Identifying this boundary allows operators to map reliable $X$ and $Y$ axis reference points.
Using this tool systematically upgrades your entire production workflow:
-
Elevates Setup Precision: It eliminates human guesswork when aligning raw stock.
-
Improves Part Accuracy: It ensures the machine cuts exactly where the program intends.
-
Boosts Operational Repeatability: Operators can replicate identical setups across thousands of parts.
-
Maintains Production Consistency: It minimizes dimensional variations between manufacturing batches.
-
Optimizes Tool Positioning: It keeps your cutting tools perfectly aligned with the workpiece geometry.
Without accurate edge detection, machining errors become a frequent and expensive problem. This danger increases significantly during high-precision manufacturing processes that demand tight tolerances.

Mechanics of Modern Edge Finding
The edge-finding process relies on physical or electrical contact to identify a workpiece boundary. First, the machinist mounts the tool directly into the machine spindle. Next, they activate the spindle rotation or turn on the electronic sensor. The operator then moves the machine axis slowly toward the raw material.
Once the tool detects the surface, it provides a clear visual or audible signal. The machinist then records the exact coordinate display on the digital readout. Finally, they offset the machine coordinate system by exactly half of the tool tip’s diameter. This simple calculation establishes the true centerline of the workpiece edge.
Proper alignment improves dimensional precision across all your finished parts. Modern industrial components often feature exceptionally tight manufacturing tolerances. Even a microscopic setup error can cause misaligned holes, shallow slots, and poor surface finishes. Finding the true edge removes this risk entirely before the spindle begins to cut.
Economic Benefits of Accurate Alignment
Precise setup procedures drastically reduce material waste on the shop floor. When a machine operates with incorrect reference points, it produces scrap metal. It cuts outside the allowed tolerances and destroys expensive raw stock. Accurate edge finding ensures the tool path aligns perfectly with the material block. This reliability cuts your scrap rates, increases efficiency, and lowers overall manufacturing costs.
Furthermore, quick and accurate setups maximize your workshop’s daily productivity. Operators can establish their work offsets efficiently without wasting valuable machine time. This rapid turnaround keeps the CNC spindles spinning and cutting metal.
Consistency also improves your relationship with industrial clients. High-volume manufacturing environments require perfect repeatability across multiple production shifts. Reliable edge finders allow different operators to replicate identical setups easily. This consistency limits variations between finished parts and stabilizes your quality control metrics.
Comparing Mechanical, Electronic, and Dial Tools
Different manufacturing tasks require specific types of edge-finding technology:
Mechanical Edge Finders
Mechanical versions utilize physical movement to identify a boundary. They feature a spring-loaded mechanism and a rotating contact tip. As the tip touches the material, it kicks sideways off center. This sudden visual shift tells the machinist they have reached the edge. These tools remain highly popular because they are simple, durable, and highly cost-effective.
Electronic Edge Finders
Electronic models use electrical conductivity to sense contact. The moment the tool tip touches a metallic workpiece, it completes an electrical circuit. This connection activates a bright LED light or triggers a loud audible buzzer. Electronic systems are incredibly popular in fast-paced CNC shops because they accelerate setup speeds and eliminate human interpretation errors.
Dial Edge Finders
Dial indicators feature a highly readable measuring face that displays real-time positional changes. Machinists choose these advanced instruments when a project demands extreme, micron-level positioning accuracy.
Selecting the right style depends entirely on your specific production goals and budget constraints. Manual tools are affordable, long-lasting, and simple to maintain. However, they require higher operator skill and take more time to set up. Electronic versions offer faster setups and superior repeatability. On the downside, they carry a higher price tag and suffer damage easily if coolant contaminates their internal circuitry.
Preventing Downstream Machining Problems
Poor edge detection causes a cascade of manufacturing failures throughout a project. Inaccurate coordinate offsets result in flawed tool paths. The CNC machine will automatically drill holes and mill pockets in the wrong locations.
This misalignment alters the cutting dynamics of your end mills, drills, and boring bars. It forces the tools to cut uneven amounts of material, which causes severe vibration and ruins the surface finish.
This uneven load accelerates tool wear and can cause sudden, catastrophic tool breakage mid-cycle. Ultimately, these issues create expensive scrap parts, cause machine downtime, and necessitate frustrating rework. Precise edge finding resolves these structural problems before the cutting tools ever touch the raw material.
Manufacturing Best Practices for Shop Success
To achieve maximum accuracy, operators must follow strict machining best practices. Always keep your workpieces and edge finders perfectly clean. Small metal chips, thick grease, and dried coolant can easily alter your measurements.
Furthermore, you must run mechanical tools at their recommended spindle speeds. Incorrect rotational speeds reduce the reliability of the visual offset shift. Minimize surrounding machine vibrations to keep your digital readouts stable and accurate.
Regularly inspect your setup tools for physical wear or bent components. A dropped edge finder will produce inaccurate readings and ruin your tolerances. Finally, invest in thorough training for your machine operators. Operator skill and attention to detail remain the ultimate drivers of manufacturing excellence.
Moving Toward the Future of CNC Tooling
As industrial technology advances, edge-finding systems continue to evolve rapidly. Modern machine centers increasingly utilize automated probing systems and smart sensing technology. These advanced digital systems link directly with the CNC software to update work offsets automatically without human intervention. This real-time measurement feedback helps manufacturers achieve unprecedented levels of accuracy and speed.
For manufacturing firms seeking dependable shop floor solutions, Jaibros provides an exceptional selection of precision-engineered tooling products. Our catalog supports modern industrial applications with CNC cutting tools, advanced edge-finding solutions, and specialized machining accessories. We help your business improve accuracy, reduce waste, and achieve machining excellence on every single project. Reach out to Jaibros today to upgrade your manufacturing capabilities.
Author


Godrej Sora: Ultra Luxury Apartments in Sector 53 Gurgaon

Point Cook Apartments: Modern Living in Melbourne’s West

Essentials Hoodie: The Ultimate UK Streetwear Guide for 2026

Represent Clothing: Best Represent T Shirts for UK Streetwear

1 Dirham Hair Transplant in Dubai: FUE Hair Restoration Guide

Rotary Cutter vs Fabric Scissors: Which Tool Should You Choose?

Fashion of 2026: Streetwear Trends and Chrome Hearts Style

MEP Scan to BIM Services for Accurate Hospital Renovations

Brand New Apartments in Phillip ACT 2606: Modern Living

Drift Hunters: Ultimate Guide to Controls, Tips and Gameplay

Cybersecurity Consulting Company SequelNet Provides Critical IT Support Services to Medical Billing Firm, Medical Optimum

Meet the Megalodon: The Shark Star of ‘Meg 2’

Reduce Video Game Lag: Level Up Your Gaming Performance
Balancing India’s Entertainment: Cricket vs. Bollywood

Jetsetter’s Secrets: Unveiling Our Favorite Travel Hacks for a Seamless Adventure

The 5 Best Live Sports Streaming Sites: Legal and Exciting!

Hollywood Labor Unrest: The Impact of ‘What About Us?’ Strikes

Unveiling the Magic of Dream Fulfillment at the Late NBA Draft

Illuminate Your Skin: Dr. Axe Unveils Natural Remedies for Lightening Knees and Elbows

Bright Choices: Navigating the Pros and Cons of Skin Whitening Creams with Dr. Axe
-

 Business3 years ago
Business3 years agoCybersecurity Consulting Company SequelNet Provides Critical IT Support Services to Medical Billing Firm, Medical Optimum
-
Entertainment3 years ago
Meet the Megalodon: The Shark Star of ‘Meg 2’
-
Entertainment3 years ago
Reduce Video Game Lag: Level Up Your Gaming Performance
-
 Sports3 years ago
Sports3 years agoBalancing India’s Entertainment: Cricket vs. Bollywood
-
Entertainment3 years ago
Jetsetter’s Secrets: Unveiling Our Favorite Travel Hacks for a Seamless Adventure
-
Productivity3 years ago
The 5 Best Live Sports Streaming Sites: Legal and Exciting!
-
Art /Entertainment3 years ago
Hollywood Labor Unrest: The Impact of ‘What About Us?’ Strikes
-
Sports3 years ago
Unveiling the Magic of Dream Fulfillment at the Late NBA Draft






